





产品别名 |
焊接设备,气动点焊机,网片焊机 |
面向地区 |
全国 |
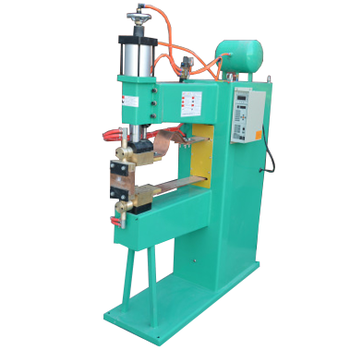
脚踏式点焊机是采用脚踏杠杆加压,操作轻易、反映快捷,适合各种定位、形状复杂的焊接场合。微电脑控制系统,控制焊接时间和焊接电流,调节方便。高导磁矽钢片,次级整体结构,输出电流大,节能环保。脚踏式点焊机广泛使用于各种网类,篮类、板类等五金工艺品的焊接
影响点焊焊接接头焊接质量的因素主要有焊接电流、电极压力、焊接时间、预压和休止时间、焊接电极直径等。
1、焊接电流
点焊形成的熔核所需的热量来源是利用电流通过焊接区电阻产生的热量。在其他条件给定的情况下,焊接电流的大小决定了熔核的焊透率。在焊接低碳钢时,熔核平均焊透率为钢板厚度的30~70%,熔核的焊透率在45~50%时焊接强度高,当焊接电流超过某一规范值时,继续增大电流只能增大熔核率,而不会提高接头强度,由于多消耗了电能和增大了设备的损耗,因此从制造成本来讲是很不经济的。如果电流过大还会产生压痕过深和焊接烧穿等缺陷。
2、电极压力
点焊时电极压力对熔核尺寸影响也是比较大的。电极压力过高会使压痕过深,同时会加速焊接电极的变形和损耗。压力不足则容易产生缩孔,并会因接触电阻增大使焊接电极烧损而缩短其使用寿命。
3、焊接时间
点焊时主要通过焊接时间控制熔核尺寸,在其他焊接参数不变的情况下,焊接时间越长则熔核尺寸越大。在要求焊接强度比较高的场合,一般应该选择比较大的焊接能量和比较短的焊接时间。需特别注意的是焊接时间加长会加大焊机的能源消耗,同时也会增大电极的磨损和减少设备的使用寿命。
电阻焊机是指用电阻加热原理进行焊接的一种焊接设备。电阻焊机依据不同用途和要求可分为不同种类。从焊接方法分类,有点焊机、缝焊机、凸焊机和对焊机等:从电极的加压形式分类有杠杆式、电动凸轮式、气压式、液压式以及气、液压联合式等多种;从电阻焊机的焊接电流种类分类,有单相工频焊机、次级整流焊机、三相低频焊机、电容储能焊机和逆变电源焊机等几种。电阻焊机主要由主电路部分、压力传动部分和控制部分组成。
最近来访记录







