





产品别名 |
焊接设备,金属电阻焊机,闪光对焊机,钢筋接头机 |
面向地区 |
全国 |
对焊机说明
对焊,是指将焊件分别置于两夹紧装置之间,使其端面对准,在接触处通电加热进行焊接的方法。对焊要求焊件接触处的截面尺寸、形状相同或相近,以焊件接触面加热均匀。对焊主要用于制造封闭形零件(如自行车车圈、钢窗等);轧材接长(如钢镇、钢管、钢筋等);异类材料焊接(如为节省贵重材料、提高刀具工作部位的寿命所进行的异类材料对焊)。对焊的生产率高、易于实现自动化,因而获得广泛应用。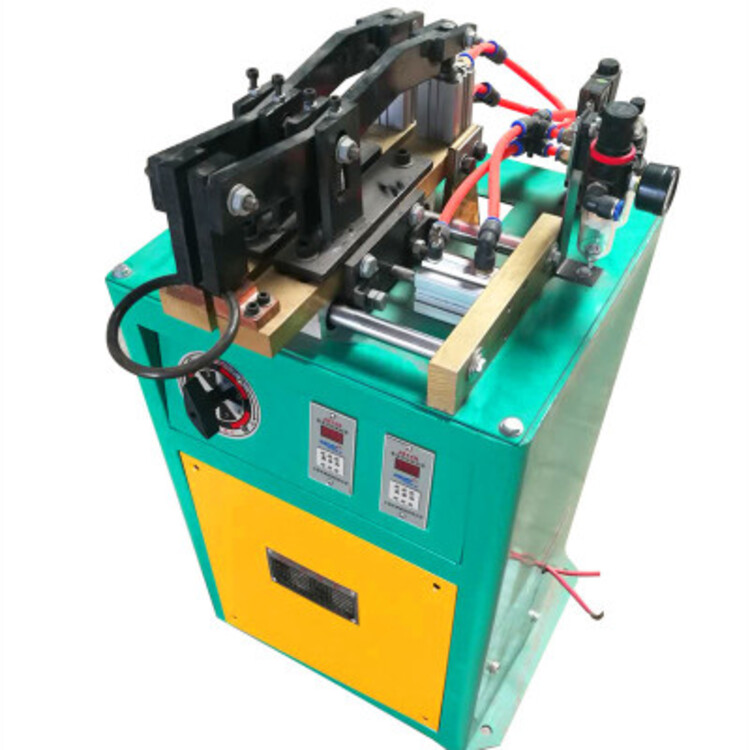
铜铝杆对焊机
由单相焊接变压器、焊接夹具(偏心式和螺旋式两种)、机身以及电器配置等所组成。(使用及维修参考UN系列其它说明,外型同UN-16型。)焊接直径为:低碳钢5-15mm,铜材4-8.5mm,铝材6-14mm.
UN-20型对焊机,是根据目前广大客户的要求焊接直径8mm的低氧铜杆特意制作,具有既能焊接铜杆用,又起到节约用电的效果。其结构主要由单相焊接变压器、焊接夹具(偏心式和螺旋式两种)、机身以及电器配置等所组成。(使用及维修参考UN系列其它说明,外型同UN-16型。)焊接直径为:低碳钢5-15mm,铜材4-8.5mm,铝材6-14mm.
闪光对焊机简介
闪光的主要作用是加热工件。在此阶段中,先接通电源,并使两工件端面轻微接触,形成许多接触点。电流通过时,接触点熔化,成为连接两端面的液体金属过梁。由于液体过梁中的电流密度,使过梁中的液体金属蒸发、过梁爆破。随着动夹钳的缓慢推进,过梁也不断产生与爆破。在蒸气压力和电磁力的作用下,液态金属微粒不断从接口间喷射出来。形成火花急流--闪光。
在闪光过程中,工件逐渐缩短,端头温度也逐渐升高。随着端头温度的升高,过梁爆破的速度将加快,动夹钳的推进速度也逐渐加大。在闪光过程结束前,使工件整个端面形成一层液体金属层,并在一定深度上使金属达到塑性变形温度。
由于过梁爆破时所产生的金属蒸气和金属微粒的强烈氧化,接口间隙中气体介质的含氧量减少,其氧化能力可降低,从而提高接头的质量。但闪光稳定而且强烈。所谓稳定是指在闪光过程中不发生断路和短路现象。断路会减弱焊接处的自保护作用,接头易被氧化。短路会使工件过烧,导致工件报废。所谓强烈是指在单位时间内有相当多的过梁爆破。闪光越强烈,焊接处的自保护作用越好,这在闪光后期尤为重要。
对焊毛坯端头的加工可以在剪床、冲床、车床上进行,也可以用等离子或气焰切割,然后清除端面。
闪光对焊时,因端部金属在闪光时被烧掉,故对端面清理要求不甚严格。但对夹钳和工件接触面的清理要求,应和电阻对焊一样。
1)程控降低电压闪光对焊这种焊接方法的特点是,闪光开始阶段采用较高的次级空载电压,以利于激起闪光,当端面温度升高后,再采用低电压闪光,并保持闪光速度不变,以提高热效率。接近顶锻时,再提高次级电压,使闪光强烈,以增加自保护作用。
程控降低电压闪光对焊与预热闪光对焊相比较,具有焊接时间短、需用功率低、加热均匀等优点。
2)脉冲闪光对焊 这种焊法的特点是,在动夹钳送进的行程中,通过液压振动装置,再叠加一个往复振动行程,振幅为0.25-1.2mm,频率为3-35Hz均匀可调。由于振动使焊件端面交替的短路和拉开,从而产生脉冲闪光。
脉冲闪光对焊与普通闪光对焊相比较,由于没有过梁的自发爆破,喷溅的微粒小、火口浅,因而热效率可提高一倍多,顶锻留量可缩小到2/3-1/2。
以上两种方法主要是为了满足大断面工件闪光对焊的需要。
3)矩形波闪光对焊 这种焊法与工频交流正弦波闪光对焊相比较,能显著提高闪光的稳定性。因为正弦波电源当电压接近零位时,将使闪光瞬间中断,而矩形波可在全周期内均匀产生闪光。与电压相位无关。
矩形波电源单位时间内的闪光次数比工频交流提高30%,喷溅的金属微粒细,火口浅、热。矩形波频率可在30-180Hz范围内调节。这种方法多用于薄板和铝合金轮圈的连续闪光对焊。
管子对焊
管子对焊广泛用于锅炉制造、管道工程及石油设备制造。根据管子的断面和材料选择连续或预热闪光对焊。夹钳电极可以用半圆形或V形。通常当管径与壁厚的比值大于10时可选用半圆形,以防管子被压扁。比值小于10时可选用V形。为避免管子在夹钳电极中滑移,夹钳电极应有适当的工作长度。管径为20-50mm时,工件长度为管径的2-2.5倍;管径为200-300mm时为1-1.5倍。
由于管子是展开形断面,散热较快,端面液态金属易于冷却,顶锻时难于挤出。面积分散,又使闪光过程中自保护作用减弱。因此,当工艺参数选择不当时,非金属夹杂物会残留在接口中形成灰斑缺陷。保持稳定闪光,提高闪光和顶锻速度,并采用气体保护,能减少或消除灰斑。
管子焊后,需去除内外毛刺,以管子外表光洁,内部有一定的通道孔径。去除毛刺需使用工具。
对焊机根据焊接方式不同分:闪光对焊机 钢筋对焊机 铜杆对焊机
闪光对焊主要是利用工件对口接触电阻产生热量加热工件,金属表面熔化,温度梯度大,热影响区比较小。
焊缝是在工件对口固相金属产生塑性变性条件下,形成共同晶粒。焊缝组织、成分接近基本金属(或者经过热处理),比较容易获得等强等塑焊接接头。
闪光过程具有排出空气,降低金属氧化的自保护功能。顶锻还能将氧化物随液体金属排出焊缝之外。焊缝夹杂、未焊透等缺陷较少。
闪光过程具有较强的自调节功能,对严格保持规范一致性要求较低,焊接质量稳定。单位焊接截面积需要电功率小,焊接低碳钢只需(0.1-0.3)KVA/mm2电功率。
最近来访记录





